
Введение
Выбор отделки фонарных столбов из нержавеющей стали влияет не только на внешний вид. Текстура поверхности влияет на устойчивость к коррозии, удержание грязи, частоту технического обслуживания и на то, насколько хорошо опоры работают в прибрежных, промышленных условиях или в условиях интенсивного движения. В этой статье объясняются основные типы отделки, используемые на фонарных столбах из нержавеющей стали, как шероховатость поверхности и стандарты технических характеристик влияют на долговечность, а также почему правильная отделка может снизить стоимость жизненного цикла, одновременно улучшая визуальную целостность. Он также определяет ключевые условия проекта, которые делают выбор отделки особенно важным, помогая спецификациям, инженерам и покупателям связать решения по отделке с реальными характеристиками.
Почему качество поверхности имеет значение для фонарных столбов из нержавеющей стали
Выбор отделки поверхности фонарные столбы из нержавеющей стали с]( ) выходит далеко за рамки эстетических предпочтений. Хотя светоотражающие свойства опоры вносят значительный вклад в городской дизайн и архитектурную гармонию, основная функция отделки поверхности заключается в повышении свойственной материалу коррозионной стойкости и долговечности конструкции.
При правильном выборе обработка поверхности сводит к минимуму микроскопические выступы и впадины, где накапливаются загрязнения, тем самым продлевая интервалы технического обслуживания и срок службы. общественная инфраструктура .
Как спецификаторы должны определять отделку поверхности из нержавеющей стали?
Специалисты по спецификации должны выйти за рамки общих терминов, таких как «брашированный» или «полированный», и использовать стандартизированные показатели для точного определения отделки поверхности. Наиболее важной количественной мерой в этом контексте является средняя шероховатость поверхности (Ra), обычно выражаемая в микрометрах (мкм) или микродюймах (мкдюйм).
Для наружных работ из нержавеющей стали лучшие отраслевые практики рекомендуют указывать качество поверхности со значением Ra 0,5 мкм (20 микродюймов) или ниже. Установление строгого порога Ra гарантирует, что поверхность будет достаточно гладкой, чтобы способствовать естественному смыванию дождевой водой, тем самым предотвращая накопление коррозийных элементов, которые приводят к локальному образованию язв.
Какие условия проекта оказывают большое влияние на выбор отделки
Влияние отделки поверхности значительно усиливается в агрессивной макросреде. Прибрежные регионы, в которых концентрация хлоридов в атмосфере превышает 500 частей на миллион (ppm), требуют исключительно гладкой отделки для предотвращения накопления солей.
Аналогичным образом, фонарные столбы, установленные в зонах тяжелой промышленности или городских коридорах с интенсивным движением транспорта, подвергаются постоянному воздействию диоксида серы и твердых частиц. В этих тяжелых условиях разница между стандартной фрезерной отделкой и высокоочищенной отделкой с низким уровнем Ra может означать разницу между столбом, который прослужит пять лет, прежде чем на нем появятся пятна от чая, и столбом, который останется первозданным на протяжении десятилетий.
Распространенная обработка поверхности фонарных столбов из нержавеющей стали
Промышленность нержавеющей стали предлагает стандартизированный спектр отделки поверхности, каждый из которых достигается с помощью определенных механических или химических процессов. Выбор подходящей отделки требует понимания того, как эти процессы изменяют микроскопическую топографию фонарного столба и как эти изменения действуют в полевых условиях.
Как фрезерованные, матовые, полированные, дробеструйные и пассивированные ребра
можно сравнить
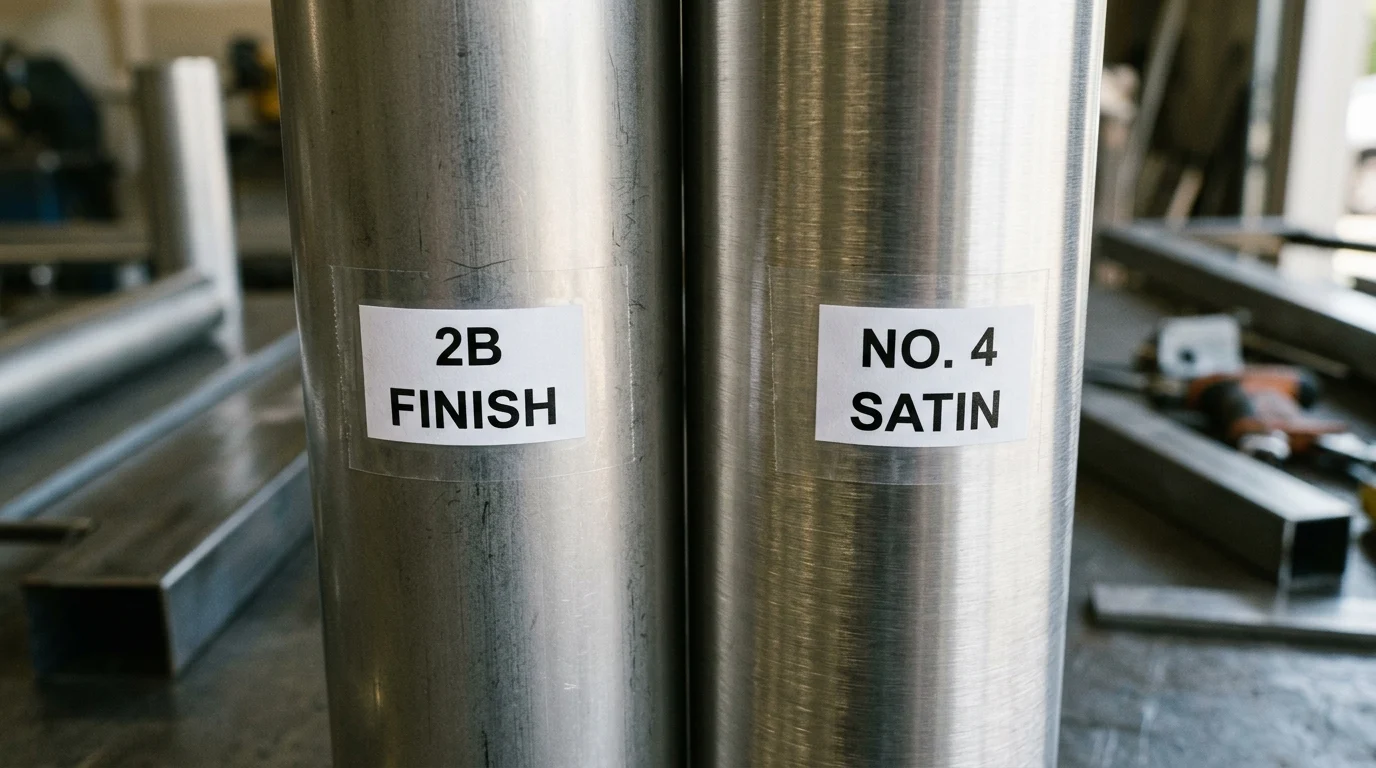
Фрезерованная отделка, такая как № 2B, обеспечивает гладкую и экономичную основу, но, как правило, ей не хватает декоративной привлекательности, необходимой для видимой поверхности. городская инфраструктура . Матовая отделка № 4 является отраслевым стандартом для фонарных столбов и создается с использованием абразивов с зернистостью от 150 до 320, обеспечивающих однонаправленное зерно, скрывающее мелкие царапины.
Для максимальной коррозионной стойкости и эстетического эффекта зеркальный полироль № 8 обеспечивает ультрагладкую поверхность с высокой отражающей способностью. И наоборот, дробеструйная обработка обеспечивает равномерный, ненаправленный матовый вид, который эффективно рассеивает свет, что делает их идеальными для уменьшения бликов на оживленных перекрестках. Пассивация — это не отдельная механическая отделка, а критическая химическая обработка, применяемая ко всем покрытиям для восстановления защитного слоя оксида хрома после изготовления.
Как выбор марки и детали изготовления влияют на отделку
производительность
Качество отделки неразрывно связано с основным сплавом нержавеющей стали и используемыми технологиями изготовления. Нанесение высококачественной отделки на стандартную опору марки 304 может оказаться недостаточным в морской среде, где содержание молибдена от 2,0% до 3,0% в нержавеющей стали марки 316L строго требуется для защиты от точечной коррозии, вызванной хлоридами.
Кроме того, такие детали изготовления, как плавность сварных швов, существенно влияют на целостность отделки. Сварные швы должны быть отшлифованы заподлицо и механически отполированы в соответствии с отделкой прилегающей поверхности, чтобы не оставалось локальных шероховатостей, задерживающих влагу или загрязнения.
Какая сравнительная таблица лучше всего поддерживает окончательную оценку
Чтобы облегчить принятие объективных решений, в следующей таблице сравниваются стандартные покрытия с учетом шероховатости, предполагаемых дополнительных затрат и оптимальных сценариев развертывания.
| Обозначение отделки | Типичное значение Ra (мкм) | Ориентировочная стоимость премии | Основная среда приложения |
|---|---|---|---|
| № 2Б (Фрезерная обработка) | 0.10 – 0.50 | Базовый уровень (0%) | Промышленные площадки, скрытые помещения |
| № 4 (брашированный) | 0.40 – 0.60 | +от 10% до +15% | Городские улицы, коммерческие зоны |
| Бисероструйная обработка | 0.80 – 1.20 | +от 15% до +20% | Ослепительные транспортные развязки |
| №8 (Зеркальная полировка) | < 0.10 | +от 30% до +45% | Архитектурные достопримечательности, прибрежные зоны |
Как качество поверхности влияет на производительность и техническое обслуживание
Отделка поверхности фонарного столба напрямую определяет его взаимодействие с загрязнителями окружающей среды и последующий жизненный цикл обслуживания. Микроскопические щели на поверхности служат точками сбора влаги, взвешенных в воздухе частиц и коррозионно-активных веществ, что делает гладкость поверхности основным фактором, определяющим долгосрочные эксплуатационные характеристики.
Какие воздействия окружающей среды больше всего влияют на долговечность отделки
Воздействие окружающей среды, такое как прибрежные морские брызги, промышленные выбросы и зимние противообледенительные соли, являются основными антагонистами долговечности нержавеющей стали. В средах, где требуемое эквивалентное число стойкости к точечной коррозии (PREN) превышает 23, более гладкая поверхность действует как множитель критической силы для свойственного сплаву химического состава.
Более грубая обработка, такая как мощная дробеструйная обработка (Ra > 1,0 мкм), может улавливать хлориды из противообледенительных солей, что резко ускоряет локальную коррозию. Напротив, ультрагладкая отделка позволяет сильным дождям естественным образом смыть эти отложения, что значительно снижает частоту ручной уборки, необходимой для поддержания структурной целостности.
Какие стандарты, точки контроля и проверки качества следует покупать
они используют
Чтобы гарантировать, что поставляемый продукт соответствует указанным критериям производительности, покупатели должны проводить строгие проверки качества и соблюдать установленные отраслевые стандарты. Соответствие стандарту ASTM A380 для удаления накипи и пассивации не подлежит обсуждению, гарантируя, что поверхностное загрязнение железом, появившееся во время производства, будет химически удалено.
Инспекторы должны проводить визуальную оценку при равномерном освещении не менее 1000 люкс, чтобы выявить несоответствия в направлении волокон или локализованные пятна. Для полированных поверхностей использование блескомера для проверки показаний (например, подтверждение >60 единиц блеска для отражающих покрытий) обеспечивает объективную, поддающуюся количественной оценке меру качества до установки на объекте.
Как определить, найти и проверить правильную отделку
Воплощение архитектурного видения в реализуемую реальность требует точного и четко структурированного процесса закупок. Неопределенность в спецификациях отделки часто приводит к перерасходу средств, задержкам в установке и снижению производительности на местах.
Какой процесс помогает превратить замысел проекта в спецификации отделки
Процесс спецификации должен перейти от качественных описаний к поддающимся проверке данным. Специалисты по спецификации должны обязать предоставлять физические контрольные образцы — обычно физические купоны размером 100 х 100 мм — представляющие точную отделку, направление волокон и уровень блеска, ожидаемые на конечных опорах.
Эти утвержденные купоны служат эталоном контроля качества во время заводских приемочных испытаний. Встраивая конкретные значения Ra и ссылаясь на эти физические образцы в запросе цен (RFQ), группы по закупкам исключают субъективную интерпретацию таких терминов, как «сатин» или «брашированная».”
Какие вопросы о поставщиках и производстве имеют наибольшее значение?
Команды по закупкам должны опрашивать поставщиков по их конкретным вопросам. производственные возможности и эксплуатационные ограничения. Ключевые запросы должны касаться используемых химических средств пассивации (например, лимонная кислота по сравнению с азотной кислотой) и способности предприятия обрабатывать экструзии негабаритных размеров без появления поверхностных дефектов.
Кроме того, покупатели должны уточнить минимальный объем заказа (MOQ), который часто варьируется от 10 до 50 единиц для индивидуальной архитектурной отделки. Стандартная механическая полировка также может добавить от 2 до 4 недель к стандартным графикам поставок, что потребует корректировки общего графика проекта.
| Переменная закупок | Стандартная отделка (№ 4) | Индивидуальная отделка (зеркало № 8) | Влияние на снабжение |
|---|---|---|---|
| Продление времени выполнения заказа | 0 – 1 неделя | 2 – 4 недели | Требуется расширенное планирование проекта. |
| Типичный минимальный заказ | 1 – 5 единиц | 20 – 50 единиц | Ограничивает мелкомасштабное архитектурное использование. |
| Проверка качества | Визуальный осмотр | Измеритель блеска и тестирование Ra | Увеличивает накладные расходы на обеспечение/контроль качества. |
Выбор лучшей отделки по соотношению цена/качество и долговечность

Выбор оптимальной обработки поверхности фонарных столбов из нержавеющей стали, в конечном счете, представляет собой сложную задачу. инжиниринг стоимости . Это требует согласования эстетических целей проекта с прочностью конструкции и долгосрочными финансовыми ограничениями.
Как лицам, принимающим решения, следует сбалансировать внешний вид, риск коррозии,
и стоимость
Лица, принимающие решения, должны выйти за рамки первоначальных капитальных затрат и провести комплексный анализ затрат жизненного цикла (LCCA), охватывающий типичный срок эксплуатации фонарного столба от 20 до 30 лет.
Хотя использование высокополированной отделки № 8 может привести к увеличению первоначальных затрат на 30–45 % по сравнению со стандартной фрезерной отделкой, ее свойства самоочистки могут сократить ежегодные муниципальные расходы на мойку и техническое обслуживание до 40 % в условиях высокого загрязнения. Баланс этих факторов гарантирует, что выбранная отделка обеспечит подлинную долгосрочную ценность, а не просто немедленную визуальную привлекательность.
Какой вывод должны сделать команды по закупкам при сравнении вариантов отделки
ионы
Команды по закупкам должны прийти к выводу, что отделка поверхности — это не эстетическая роскошь, а основная структурная характеристика. Стандартизируя требования к отделке на основе эмпирических данных, таких как конкретные значения Ra, единицы блеска и соответствующие марки сплавов, организации могут эффективно снизить риск преждевременного выхода из строя активов.
В конечном итоге инвестиции в правильную отделку поверхности приводят к значительному снижению совокупной стоимости владения (TCO), гарантируя, что общественная инфраструктура останется безопасной, визуально привлекательной и структурно прочной на протяжении десятилетий.
Ключевые выводы
- Наиболее важные выводы и обоснование отделки поверхности фонарных столбов из нержавеющей стали и их преимущества.
- Проверки спецификаций, соответствия и рисков, которые стоит проверить перед принятием решений.
- Практические последующие шаги и предостережения, которые читатели могут применить немедленно.
Часто задаваемые вопросы
Какая отделка из нержавеющей стали лучше всего подходит для опор городского уличного освещения?
Матовый № 4 — стандартный выбор для городских улиц. Он уравновешивает внешний вид, маскировку царапин и стоимость, особенно для заметных муниципальных и коммерческих проектов.
Когда следует указывать нержавеющую сталь 316L вместо 304?
Используйте 316L в прибрежных районах или районах с высоким содержанием хлоридов, а также вблизи сильных промышленных загрязнений. Добавленный в него молибден повышает устойчивость к образованию пятен и пятен от чая.
Почему значение Ra важно для фонарных столбов из нержавеющей стали?
Ra показывает гладкость поверхности. Для наружных опор указание Ra 0,5 мкм или ниже помогает дождевой воде смыть загрязнения и снизить риск коррозии.
Имеет ли значение пассивация после изготовления опор и сварки?
Да. Пассивация восстанавливает защитный слой оксида хрома после сварки или полировки, улучшая коррозионную стойкость и помогая готовым опорам дольше работать на открытом воздухе.
Может ли компания Morelux адаптировать отделку опор из нержавеющей стали под нужды проекта?
Да. Morelux самостоятельно занимается полировкой, нанесением покрытий, изготовлением и испытаниями, поэтому детали отделки можно подобрать в соответствии с условиями проекта, целями проектирования и требованиями к долговечности.